焊縫跟蹤主要的兩種工作方式的特點是什么
機器人取代手工焊接越來越普遍。它不僅效率高��、質(zhì)量好�����、易于管理,也是企業(yè)選擇的原因之一��。然而���,簡單的焊接機器人系統(tǒng)對產(chǎn)品精度和工裝裝配有很高的要求��。一些精度較低的產(chǎn)品無法通過焊接機器人解決工廠的實際需求�����,因此有必要增加一個焊縫跟蹤系統(tǒng)�����。
焊接機器人焊縫跟蹤包括電弧跟蹤和激光跟蹤�����。
電弧跟蹤通常用于厚板�����,主要是擺焊��。焊縫和編程之間的偏移量通過焊絲接觸母材的兩個表面來計算���,然后通過擺動焊接進(jìn)行焊接���。電弧跟蹤一般需要在焊接機器人開始使用時配合檢測功能。您可以在焊接前檢測焊縫���,也可以同時檢測和焊接��。焊接機器人的起點檢測可以單獨使用�����,并且只能檢測起點和終點的偏移位置��。
然而�����,電弧跟蹤可以在位置檢測到��。如果是直角焊縫�����,啟動檢測功能基本上就足夠了�����。對于厚度小于2MM的薄板��,尤其是拼接焊縫���,大部分采用激光作為焊縫跟蹤進(jìn)行焊接。激光跟蹤使用前端的攝像頭監(jiān)控激光掃描�����,獲取焊接信息并反饋給機器人控制器��。機器人將根據(jù)焊接過程中獲得的數(shù)據(jù)自動修改軌跡以完成焊接�����。
電弧跟蹤和啟動檢測是指焊絲接觸母材的兩側(cè)��,焊絲的前部釋放低電壓���,通過傳感器將信息傳遞給控制器�����,然后經(jīng)過計算自動獲得焊縫的位置��。當(dāng)工件位置改變時��,焊縫位置仍可通過電弧跟蹤獲得��,無需重新編程��。因此���,電弧跟蹤和開始檢測僅適用于角焊縫或搭接焊縫(板厚大于3毫米)���。
然而,激光跟蹤主要適用于薄板��,精度略高于電弧跟蹤���。然而�����,激光跟蹤需要在焊炬頭上增加一個激光器��,這會對產(chǎn)品造成一定的干擾���。因此,機器人的焊縫跟蹤系統(tǒng)應(yīng)根據(jù)產(chǎn)品的實際情況來選擇���。
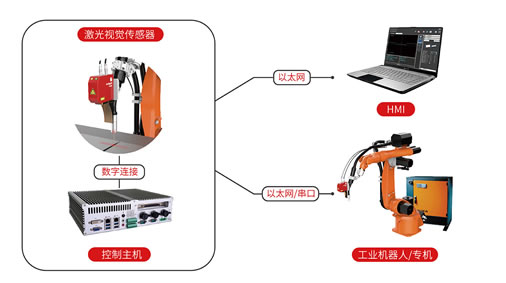
當(dāng)激光條紋照射焊接表面以形成激光條紋(激光結(jié)構(gòu)光)時���,傳感器上的透鏡在光敏檢測器上產(chǎn)生焊接橫截面的輪廓,即反映焊接橫截面形狀的激光條紋圖像���。激光條紋圖像在視覺控制下進(jìn)行處理���,提取焊縫的特征數(shù)據(jù),如跟蹤點坐標(biāo)��、焊縫間隙�����、錯位和橫截面積等��。視覺系統(tǒng)根據(jù)測量的焊縫位置信息計算焊槍的路徑�����,并將路徑數(shù)據(jù)傳輸給機器人。機器人實時控制運行路徑��,以確保焊炬始終與焊縫對齊��。同時���,視覺系統(tǒng)還可以根據(jù)測量的焊縫尺寸數(shù)據(jù)計算出所需的焊接參數(shù)���,如焊接速度、電弧電壓��、焊接電流�����、擺動幅度等��。這些焊接參數(shù)可以通過以太網(wǎng)傳輸給機器人��,機器人可以控制焊接速度和焊槍的擺動��,或者控制焊機的電源來調(diào)整焊接參數(shù)���,從而實現(xiàn)自適應(yīng)焊接參數(shù)控制��。




.png)
