焊縫跟蹤系統(tǒng)在換熱器管板焊接中的應(yīng)用
換熱器在國(guó)民經(jīng)濟(jì)中特別是在化工�、石油��、冶金��、輕工等領(lǐng)域應(yīng)用非常廣泛����,換熱管與管板的鏈接方式包括脹接��、焊接��、脹焊并用等形式����。其中,焊接可以說(shuō)是最常見(jiàn)的鏈接方式�,而焊接接頭質(zhì)量的好壞,往往決定了換熱器的質(zhì)量?jī)?yōu)劣與使用壽命����。
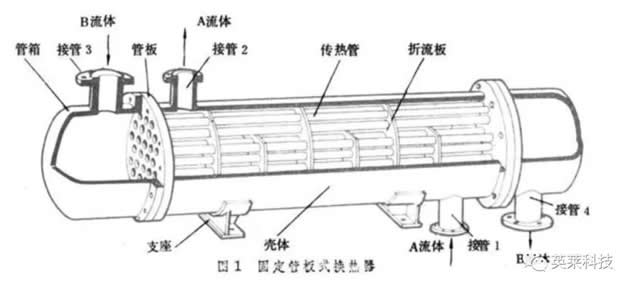
管殼式換熱器中換熱管與管板的連接在管殼式換熱器中換熱管和管板是換熱器管程和殼程之間的惟一屏障,換熱管與管板之間的連接結(jié)構(gòu)和連接質(zhì)量決定了換熱器的質(zhì)量?jī)?yōu)劣和使用壽命��,是換熱器制造過(guò)程中至關(guān)重要的一個(gè)環(huán)節(jié)����。
隨著工業(yè)自動(dòng)化帶來(lái)的產(chǎn)業(yè)升級(jí)與轉(zhuǎn)型��,機(jī)器人焊接技術(shù)在管板焊接中逐漸普及��,極大的提高了焊接效率和質(zhì)量����,然而機(jī)器人焊接也存在著相應(yīng)的困擾.
傳統(tǒng)的機(jī)器人管板焊接通常采用示教再現(xiàn)的工作模式�,即機(jī)器人根據(jù)標(biāo)準(zhǔn)件進(jìn)行焊接位置示教�,當(dāng)產(chǎn)線完成下料工作后,焊接機(jī)器人按照之前示教軌跡進(jìn)行焊接��,因此焊接接頭的一致性很重要��,這就對(duì)母件的加工精度��、工裝精度有極高的要求��,變相使企業(yè)增加生產(chǎn)成本�。
焊接過(guò)程中如果出現(xiàn)散熱管位置不規(guī)則,工件焊接時(shí)發(fā)生熱變形��,散熱管一致性較差的情況�,很容易產(chǎn)生焊接缺陷,影響生產(chǎn)進(jìn)度����。
您是否也存才相應(yīng)的困擾呢�?莫急�,今天,小編和您分享英萊視覺(jué)焊縫跟蹤系統(tǒng)�,在管板焊接中的應(yīng)用.
管板焊接•案例一
● 工件類型:換熱器管板
● 焊縫類型:角焊縫
● 產(chǎn)品型號(hào):IL-UNI系列
● 配套設(shè)備:YASKAWA機(jī)器人
● 客戶痛點(diǎn):
散熱管相對(duì)位置精度差,無(wú)法一一通過(guò)夾具定位��,因此無(wú)法保證焊縫的位置精度����,同時(shí)焊縫數(shù)量較多,編程工作量較大��。
● 實(shí)施方案:
安川機(jī)器人配套激光視覺(jué)焊縫跟蹤系統(tǒng)��,應(yīng)用組合尋位功能����,糾正焊縫偏差,提高焊接效率����。
● 應(yīng)用效果:
有效增加了焊接精度,減少了示教工作量,有效減少了生產(chǎn)成本����。
管板焊接•案例二
● 工件類型:換熱器管板
● 焊縫類型:角焊縫
● 產(chǎn)品型號(hào):IL-HSP系列
● 配套設(shè)備:ABB器人






.png)
